一、编制本方案的目的
通过对SUS304不锈钢工件进行表面钝化(不锈钢钝化液),提高其表面的抗氧化性能,促使其表面形成致密的钝化膜,将本处于化学性质活泼的金属表面转变为钝态化学性质惰性的金属表面,显著提高不锈钢的防锈性能,延长产品的使用寿命。
二、编制本方案的依据
1.依据合作双方前期性试样,客户认可的处理钝化效果质量程度(只对工件外表面进行处理)。
2.本方案只能满足与所试样材质相同的SUS304不锈钢材质,不能处理其他非SUS304材质产品。
3.依据客户提供的每日生产量需要达到10000个产能进行设计,每日工作时间按10小时计算,每小时钝化1000个。
三、本方案的实施总体构思
1.本方案设计采用槽体浸泡方式进行施工。使用简易吊车、人工控制移动的生产方式。
2.产品采用简易上挂方式浸泡。目的是防止产品之间产生碰伤及清洗更彻底,能有效提高产品的合格率。
3.槽体采用专业的PP塑胶槽体,大小尺寸:1.2m*0.8m*0.8m,单次挂片量125个。
4.按流程时间演练,需要二个钝化槽才能基本满足产能要求(钝化时间15min,单个槽按4批次/小时*10小时*180个=5000个,二个钝化槽满负荷理论日产能10000个),10小时理论产能约10000个。
四、本方案的实施工艺过程
1.工艺流程:上挂—清洗—过水—钝化(不锈钢钝化液)—过水—中和—过水—下挂
2.生产场地要求:有可按入的380V三相电源、自来水源;地面平整,至少要水泥硬化地面或防腐防渗漏地面;根据场地的实际情况,需要自行安装简易龙门吊车。
五、具体施工方式
1.车间示意图如下(标准工艺)
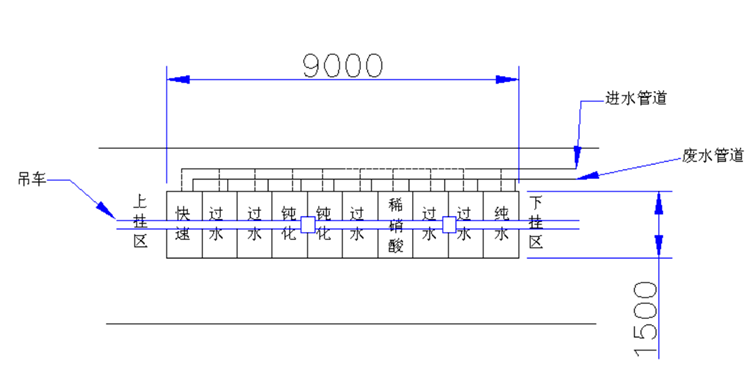
2.槽体尺寸示意图
六、钝化液使用的方法
1.钝化液采用凯盟的不锈钢钝化液原液开槽,开槽量加至槽体合适高度,预留足够的上溢空间。
2.钝化时间按标准时间控制:15分钟(常温,完全浸泡方式)。
3.不锈钢钝化液的维护标准按凯盟公司提供的维护方法即可。
4.钝化效果的检测方法:硫酸铜加速测试法、恒温盐水浴加速测试法、常规中性盐雾测试法。与未钝化产品进行防锈效果对比。
5.不锈钢钝化液的使用寿命按正常维护方法,一般可达到60~70平方米/Kg药液。
6.当达到预定平方值且测试无明显防锈提高,且检测达到失效值时需要全部更换全新药液。
七、钝化效果图

八、项目预期投资表
|
项目名称 |
数量 |
单价 |
备注 |
|
龙吊车工程 |
1套 |
/ |
|
|
过水槽 |
9套 |
/ |
1500X800X800 |
|
排水、进水管道工程 |
1个 |
/ |
集中排至收集槽段止 |
|
快速清洗剂 |
1600KG |
/ |
|
|
不锈钢钝化液 |
3000KG |
/ |
|

不锈钢循环管道怎么进行酸洗钝化处理工艺

316不锈钢电子元器件电解抛光解决方案

304不锈钢音响网片电解抛光解决方案