一、编制本方案的目的
1.通过对SUS304不锈钢圆环进行电解抛光(不锈钢电解抛光液),使产品表面达到光亮、平整统一的效果。
2.通过电解抛光替代烦琐的人工机械打磨抛光,以节省生产成本、提高生产效率。
二、编制方案的基本依据
1.根据客户不锈钢圆环产品最大尺寸为直径600mm,电解抛光处理量为每天50-80个,每天按8小时的工作时间,即每小时的最大产量为10条进行初期的电解槽体的设计。
2.根据初期试样的情况来预计,电解一批次所需要的时间在6min(不包括除油、酸洗、上挂、下挂的时间),预计1个小时可以做10批次,故一批次只需要电解1个产品就能满足客户的生产需求。
三、工艺设计
1.基本工艺:酸洗除油---过水---电解抛光(不锈钢电解抛光液)----过水----中和---过水---烘干
2.电解槽的尺寸设计:长0.8m,宽0.5m,高0.8m(槽体设计根据产品的最大长度和直径,以及产品一批次需要电解的数量)。
3.电解槽的工作方式设计:采用两阴极一阳极的方式。即电解槽两侧挂铅板做为阴极,连接整流器的负极,中间铜杆为阳极接整流器的正极,如图所示。

4.整个生产工艺操作布局图:(其余槽体的尺寸可以根据电解槽的尺寸设计)

四、电解槽的制作要求注意事项
1.槽体要求用优质耐腐蚀、耐200度以内高温的PP板焊接制作,槽体四周需要用槽钢焊接包塑加固。槽体能承受的重量压力约为2吨。
2.制作时要考虑方便对电解槽液的加温,加温方式可参考自身工厂条件,可采用石英加热管进行电加热,也可用蒸汽加温(需要用耐腐材料做加热管)。电解抛光工作时,电解液(不锈钢电解抛光液)需要加温至50℃左右才开始进行操作。
3.电解槽要考虑安装降温管。因为在电解过程中产品会放热,长时间工作会导致槽液的温度不断上升。当槽温高于90℃时,需要进行降温处理,具体的降温方式采用常用的冷水循环的方式降温。
3.源整流器的配制:需要1000A整流器1台。可选脉冲、可控硅型的整流器均可以,风冷水冷的都行,现场需要有三箱电源。
4.挂具的制作:挂钩宜采用紫铜挂具(紫铜的导电性较好),浸入槽液部位的挂具宜采用耐腐蚀性能良好的钛材料,产品在进行电解(不锈钢电解抛光液)时,一定要将产品挂紧,以免因挂不紧而导致接触不良,而影响产品电解的质量。
五、生产场地要求
1.通风透气;2.有普通自来水源;3.地面平整,有防腐地板,以免药水不慎腐蚀地面;4.有专门的排水通道或废水收集槽;5.有380V的三相交流电源。
六、废水处理事项
1.采用槽装洗水工艺,平时无任何废水排放。只需在定期更换时涉及到水处理。
2.设置废水收集池,专门收集定期更换的废水。可采用酸碱中和工艺对废水进行预中和处理,再由专业的废水处理公司或自行废水处理设备处理。
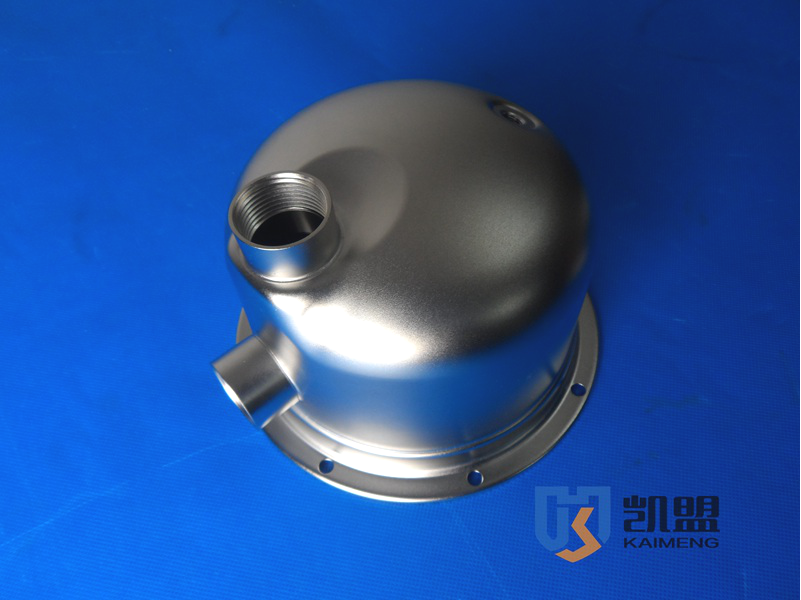
七、处理效果图
八、项目预期投资表
|
项目名称 |
规格 |
数量 |
备注 |
|
过水槽 |
/ |
5个 |
可自购 |
|
电解槽 |
长*宽*高: 0.8m*0.5m*0.8m |
1个 |
严格按要求制作 |
|
整流器 |
1000A 0~15V |
1台 |
|
|
电解液 |
不锈钢电解抛光液 |
560KG |
|
|
加热管 |
2KW或3KW |
2根 |
|

不锈钢循环管道怎么进行酸洗钝化处理工艺

316不锈钢电子元器件电解抛光解决方案

304不锈钢音响网片电解抛光解决方案